Developer Offer
Try ImaginePro API with 50 Free Credits
Build and ship AI-powered visuals with Midjourney, Flux, and more — free credits refresh every month.
AI Models Material Degradation For Faster Research
The Dawn of Generative AI in Scientific Inquiry
Generative Artificial Intelligence, or GenAI, is making waves across numerous fields, from our daily routines and education to medicine, scientific research, and even art. Its power lies in its ability to create new content, a significant leap from traditional predictive algorithms. GenAI can produce human-like text, photorealistic images, and more. This includes sophisticated algorithms like large language models, Generative Adversarial Networks (GANs), and Denoised Diffusion Probabilistic Models (DDPMs). Both GANs and DDPMs have shown great promise for generating images. However, GANs can be tricky to train, sometimes suffer from 'mode collapse' where they produce limited variety, and often need very large datasets. DDPMs have recently emerged as a superior alternative for image synthesis, finding applications in language processing, computer vision, medical imaging, and computational chemistry. In materials science, DDPMs are changing how we visualize and analyze material microstructures, offering paths to a deeper understanding of material properties and potentially accelerating material design.
Conditional DDPMs (C-DDPMs) take this a step further by allowing a user to guide the image generation process with specific information, like class labels or, in this case, material conditions. A critical challenge with any generative model, however, is ensuring the generated data is accurate and not a product of 'AI hallucination.' For materials science, this validation can be achieved by comparing physical characteristics, like microstructural features, in real versus generated images, ensuring they align with known physical principles.
Revolutionizing Microstructure Analysis in Electronics
The microelectronics industry constantly pushes for smaller, more powerful devices. This puts immense strain on the tiny interconnects within them, which are vital for structural integrity and electrical/thermal conductivity. Copper (Cu) is a common material for these metallizations due to its excellent conductivity. It can be applied using Physical Vapor Deposition (PVD) for high purity, or more commonly, via Electro-Chemically Deposited (ECD) Cu on a PVD-Cu seed layer. The ECD process can introduce impurities from the electrolyte, and the level of these impurities can depend on deposition speed (current density). These impurities can affect device performance over time.
Solder balls, often made from Tin-Silver-Copper alloys like SAC305 (Sn-3.0wt.% Ag-0.5wt.% Cu), connect the chip to the circuit board. During manufacturing (reflow) and subsequent use (thermal ageing), layers of Intermetallic Compounds (IMCs) like Cu6Sn5 and Cu3Sn form and grow at the interface between the copper and solder. This growth is a diffusion-driven process. If impurities are present in the ECD-Cu, they can disrupt the balance of Cu-Sn interdiffusion, leading to the formation of Kirkendall pores (voids) within the Cu3Sn layer. These pores can degrade the connection's reliability. Studying how different impurity levels and ageing times affect this microstructure is crucial but demands extensive experimental work – sample preparation and imaging are time-consuming and laborious. This often results in incomplete datasets.
This study aims to tackle this challenge by using a C-DDPM. The goal is to generate realistic microstructural images of isothermally aged Cu-SAC305 interfaces under various conditions (ageing time and Cu-impurity levels, correlated with ECD-Cu growth rates) including conditions for which no experimental data exists. This could significantly reduce the experimental burden.
How AI Learned to Predict Material Degradation
The researchers developed a C-DDPM to generate images of Cu-SAC305 interfacial microstructures. This AI model was conditioned on two key parameters: ageing time and Cu-impurity content (represented by different ECD-Cu metallization growth rates, with PVD-Cu as a high-purity reference).
The DDPM works through a two-step process:
- Forward (Diffusion) Process: It starts with a real Field Emission Scanning Electron Microscopy Backscatter Electron (FESEM-BSE) micrograph and progressively adds Gaussian noise over many timesteps until only noise remains.
- Reverse (Denoising) Process: The model learns to reverse this, starting from pure random noise and, guided by the conditioning information (ageing time, impurity level), gradually removes the noise to generate a new, realistic micrograph.
The core of the denoising process is a U-Net, a type of convolutional neural network. The C-DDPM was trained on a dataset of real FESEM-BSE micrographs. Some experimental conditions were deliberately excluded from training ('unseen conditions') to test the model's ability to generalize. The ultimate aim was to generate images for 'unknown conditions' – those for which no experimental micrographs were available at all.
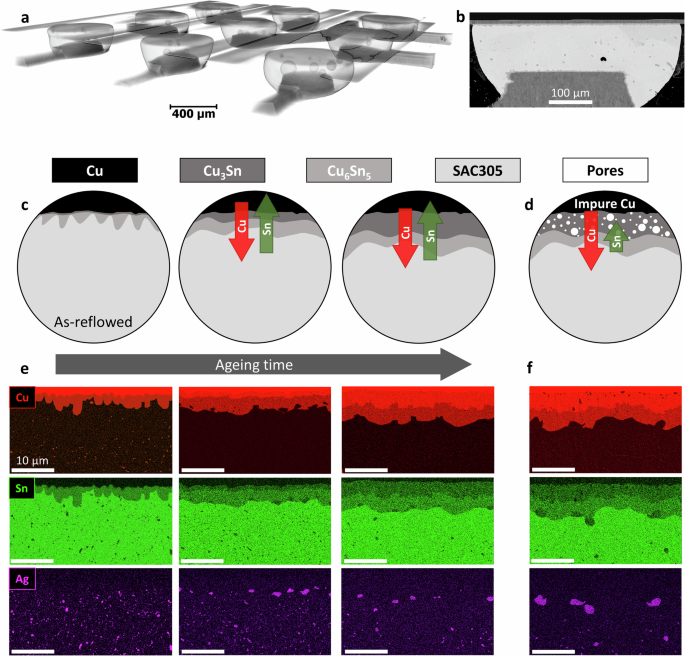 Caption: Figure 1 from the study illustrates the sample geometry, the schematic growth of IMC layers and Kirkendall pore formation during ageing, and example EDX mappings showing elemental distributions for different conditions. For instance, (c) shows balanced Cu-Sn interdiffusion, while (d) shows imbalanced diffusion leading to pores when impurities are present. (e) and (f) show real EDX maps corresponding to these scenarios.
Caption: Figure 1 from the study illustrates the sample geometry, the schematic growth of IMC layers and Kirkendall pore formation during ageing, and example EDX mappings showing elemental distributions for different conditions. For instance, (c) shows balanced Cu-Sn interdiffusion, while (d) shows imbalanced diffusion leading to pores when impurities are present. (e) and (f) show real EDX maps corresponding to these scenarios.
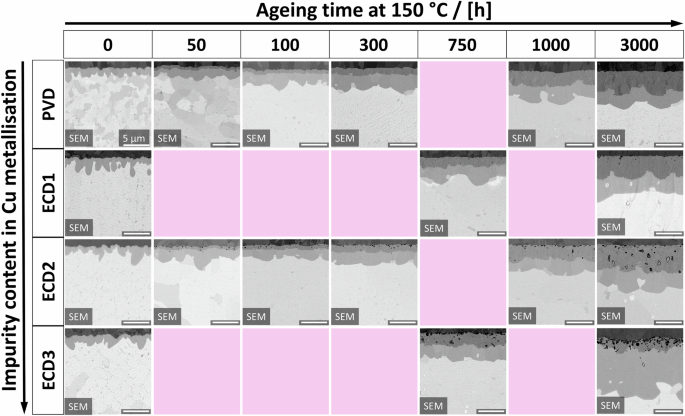 Caption: Figure 2 presents a matrix of real FESEM-BSE micrographs showing the Cu-SAC305 interface for different Cu metallizations (PVD-Cu as reference, and ECD1, ECD2, ECD3 with increasing impurity content) across various isothermal ageing times at 150 degrees Celsius. Pink panels indicate experimentally unknown conditions the AI aims to predict.
Caption: Figure 2 presents a matrix of real FESEM-BSE micrographs showing the Cu-SAC305 interface for different Cu metallizations (PVD-Cu as reference, and ECD1, ECD2, ECD3 with increasing impurity content) across various isothermal ageing times at 150 degrees Celsius. Pink panels indicate experimentally unknown conditions the AI aims to predict.
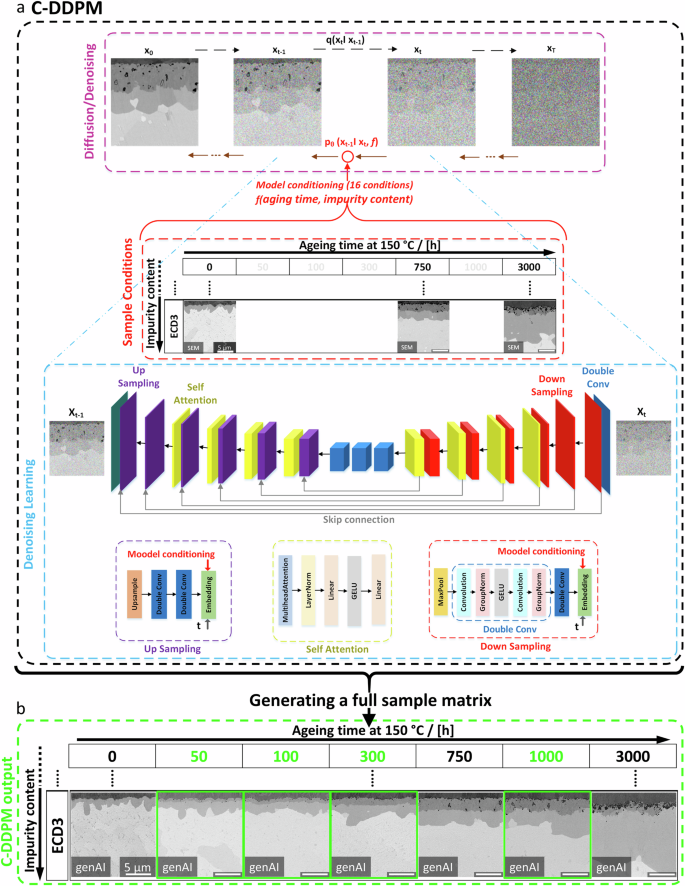 Caption: Figure 3 details the C-DDPM architecture. (a) shows the diffusion (noising) and denoising process, starting with a real micrograph (x0) and the U-Net structure used for learning. (b) shows example outputs for the ECD3 condition, including AI-generated images for known conditions and, crucially, for missing (unknown) ageing times (highlighted in green).
Caption: Figure 3 details the C-DDPM architecture. (a) shows the diffusion (noising) and denoising process, starting with a real micrograph (x0) and the U-Net structure used for learning. (b) shows example outputs for the ECD3 condition, including AI-generated images for known conditions and, crucially, for missing (unknown) ageing times (highlighted in green).
AI Generated Microstructures: The Key Findings
The C-DDPM successfully generated microstructural images for seen, unseen, and unknown conditions. Qualitatively, these AI-generated images were often indistinguishable from real FESEM-BSE micrographs in terms of resolution, contrast, and the realism of features like IMC layers and Kirkendall pores.
Visual Quality Assessment: The Multi-Scale Structural Similarity Index (MS-SSIM), a metric that compares brightness, contrast, and texture, yielded a score of 0.79 between real and generated images. This indicates a high degree of visual similarity.
Physical Descriptors: To go beyond visual similarity, the researchers extracted physical descriptors from both real and generated images. This involved labeling phases (Cu, Cu3Sn, Cu6Sn5, SAC305, pores) and quantifying IMC layer thicknesses and Kirkendall pore areas.
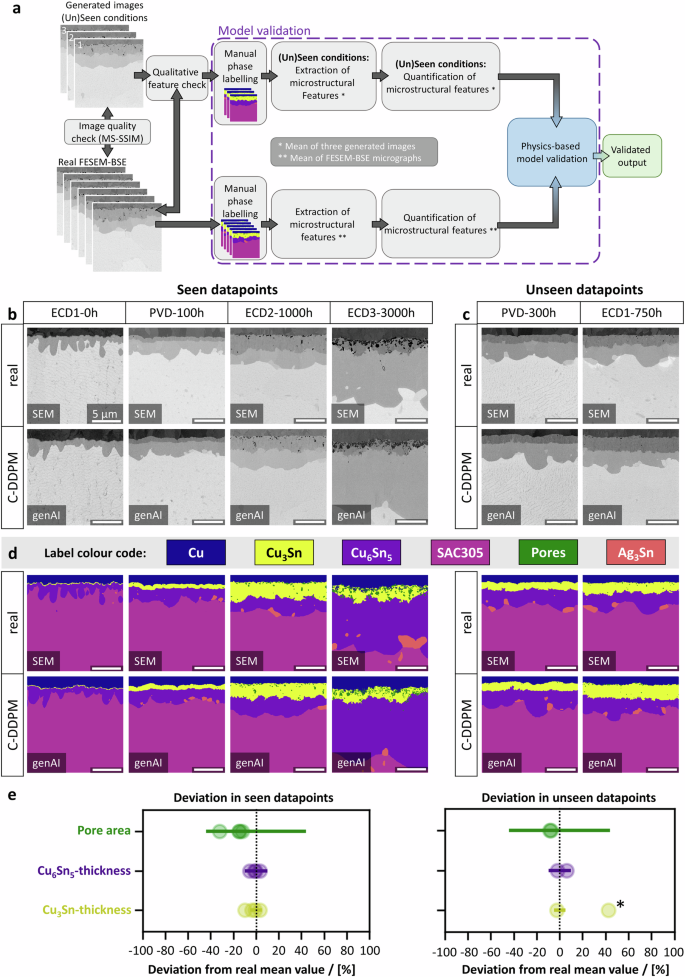 Caption: Figure 4 showcases the model validation. (a) outlines the workflow. (b) and (c) compare real (SEM) and AI-generated (genAI) images for seen and unseen conditions, respectively. (d) shows the corresponding phase labels. (e) plots the deviation of AI-generated features from real mean values, showing they mostly fall within the standard deviation of real data.
Caption: Figure 4 showcases the model validation. (a) outlines the workflow. (b) and (c) compare real (SEM) and AI-generated (genAI) images for seen and unseen conditions, respectively. (d) shows the corresponding phase labels. (e) plots the deviation of AI-generated features from real mean values, showing they mostly fall within the standard deviation of real data.
For seen conditions, the AI-generated features (pore areas, Cu3Sn, and Cu6Sn5 thicknesses) generally fell within the standard deviations of the real micrograph measurements. For unseen conditions, pore areas and Cu6Sn5 thicknesses also matched well. The Cu3Sn thickness for one unseen condition (ECD1-750h) was slightly overestimated, possibly due to limited experimental data for that specific impurity level and ageing time in the training set.
Crucially, the AI was then used to fill in the gaps in the experimental matrix – generating images for the 'unknown conditions' (the pink panels in Figure 2).
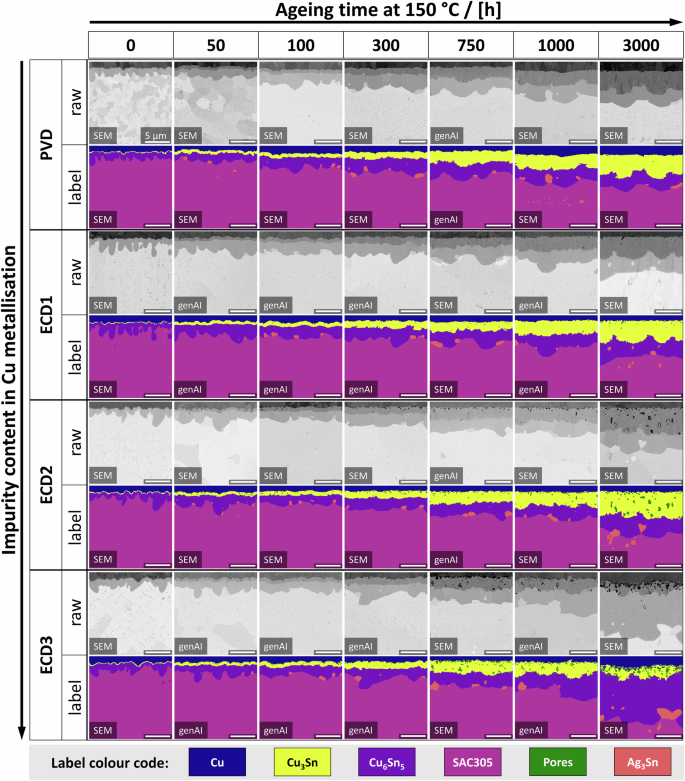 Caption: Figure 5 displays the completed sample matrix, where AI-generated images fill the previously unknown conditions. Both the generated micrographs and their phase labels seamlessly integrate with the real experimental data, qualitatively following expected trends of IMC growth and pore formation.
Caption: Figure 5 displays the completed sample matrix, where AI-generated images fill the previously unknown conditions. Both the generated micrographs and their phase labels seamlessly integrate with the real experimental data, qualitatively following expected trends of IMC growth and pore formation.
Validating AIs Predictions Against Real World Physics
The most stringent test was whether the AI-generated images, especially for unknown conditions, obeyed the underlying physical laws governing microstructural evolution. Both IMC layer growth and Kirkendall pore area increase are known to be diffusion-controlled processes, typically following a parabolic growth trend (proportional to the square root of time).
When quantitative data from all images (real and generated for seen, unseen, and unknown conditions) was plotted against ageing time (or square root of ageing time):
- IMC Growth: The cumulative thickness of Cu3Sn and Cu6Sn5 layers showed the expected parabolic growth. The AI-generated data points closely followed the trends established by real experimental data, including for unknown conditions. The growth rate of IMCs slightly increased with higher Cu-impurity content.
- Kirkendall Pore Area: The area covered by Kirkendall pores also followed a parabolic increase with time. This increase was significantly more pronounced with higher Cu-impurity content. Again, the AI-generated data accurately reflected these trends.
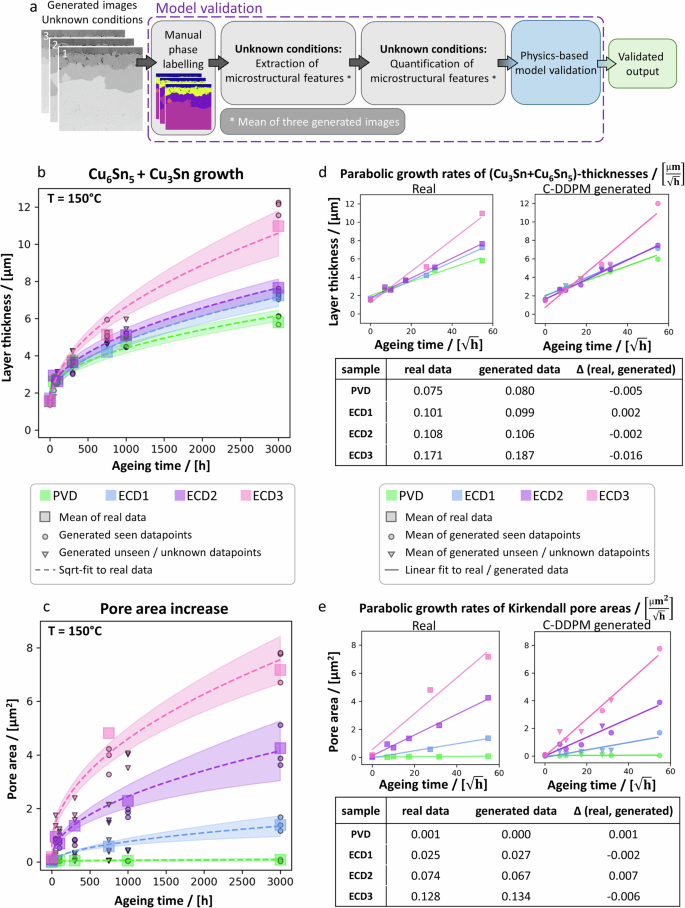 Caption: Figure 6 provides a quantitative analysis. (a) shows the validation workflow for unknown conditions. (b) and (c) plot cumulative IMC layer growth and Kirkendall pore area increase versus ageing time, respectively, for different impurity levels. Squares are real data, circles/triangles are AI data. (d) and (e) show these plotted against the square root of ageing time to determine parabolic growth rates (k-values). The AI-generated data closely matches real physical trends.
Caption: Figure 6 provides a quantitative analysis. (a) shows the validation workflow for unknown conditions. (b) and (c) plot cumulative IMC layer growth and Kirkendall pore area increase versus ageing time, respectively, for different impurity levels. Squares are real data, circles/triangles are AI data. (d) and (e) show these plotted against the square root of ageing time to determine parabolic growth rates (k-values). The AI-generated data closely matches real physical trends.
The parabolic growth rates (k-values) calculated from AI-generated data were very close to those from real data, with differences typically less than 10%. The study also estimated Kirkendall pore formation enthalpy from the data, finding that it decreased with increasing impurity content, a trend captured by both real and AI-generated image analysis. This confirmed the C-DDPM's ability to learn and reproduce complex physical degradation mechanisms.
The Future of Materials Science Accelerated by AI
This research demonstrates the powerful potential of generative AI, specifically C-DDPMs, to augment and even reduce extensive experimental work in materials science. By training on a relatively small dataset (as few as one real micrograph per known condition), the C-DDPM could generate high-quality, physically plausible microstructural images for conditions that were not experimentally tested.
This is a significant step because systematic studies of material degradation are often hampered by the sheer volume of experiments needed. The AI model effectively learned the underlying physics of IMC growth and pore formation from the provided images and could interpolate and extrapolate this knowledge to new, unobserved conditions. Compared to other generative models like GANs, the DDPM approach proved more robust and effective with limited training data for this specific task.
The implications are far-reaching. AI tools like this could allow researchers to:
- Rapidly explore a wider range of material parameters (like impurity levels, temperatures, times) virtually.
- Focus expensive and time-consuming experimental work on validating the most critical or promising conditions predicted by AI.
- Accelerate the development of new materials and improve the understanding of failure mechanisms in existing ones.
While AI hallucination remains a concern for generative models, this study's physics-based validation approach provides a strong framework for ensuring the reliability of AI-generated data in scientific contexts. As AI models and validation techniques continue to improve, they are set to become indispensable partners in laboratory research, not just in materials science but across many scientific disciplines.
Behind the Scenes: The Experimental and AI Setup
Materials and Sample Production: The study used 300 mm Si wafers. ECD-Cu metallizations (10 micrometers thick) were deposited at room temperature using different current densities to vary impurity levels. PVD-Cu (10 micrometers thick) served as a high-purity reference. SAC305 solder balls were reflowed at a peak of 240 degrees Celsius. Samples were then isothermally aged at 150 degrees Celsius in ambient air for various durations up to 3000 hours.
Imaging: Cross-sections for FESEM were prepared using a femtosecond laser and ion milling. FESEM-BSE micrographs were acquired at 5 kV. EDX mappings were also performed.
C-DDPM Model: The C-DDPM was trained using FESEM-BSE micrographs. The dataset included 18 real micrographs covering different ageing times and impurity contents. These images were cropped and augmented. The U-Net architecture within the C-DDPM had asymmetric encoding/decoding paths with self-attention mechanisms. The model was conditioned on ageing time and Cu-impurity level. Training involved 400 epochs. Three images were generated per condition to account for the stochastic nature of the DDPM.
Validation: Image quality was assessed with MS-SSIM. Physical validation involved manually labeling phases in real and generated images using ilastik software. Mean IMC thicknesses and pore areas were calculated. Parabolic growth rates were determined by fitting data to the square root of ageing time. Kirkendall pore formation enthalpies were estimated based on pore area increase and diffusion principles. The equations used for the diffusion model, denoising, and loss function involved standard formulations for DDPMs, focusing on minimizing the difference between true and predicted noise, conditioned by the experimental parameters.
Compare Plans & Pricing
Find the plan that matches your workload and unlock full access to ImaginePro.
| Plan | Price | Highlights |
|---|---|---|
| Standard | $8 / month |
|
| Premium | $20 / month |
|
Need custom terms? Talk to us to tailor credits, rate limits, or deployment options.
View All Pricing Details